The mechanical Properties of Virgin PTFE such as Compressive strength, Tensile strength, Creep & Impact behavior may vary with time, temperature, Crystanality & Fabrication method.
In some respects PTFE is a typical thermoplastic polymer; in others it is far from typical. Thus the mechanical properties of PTFE vary with changes in time, temperature and crystallinity in the way that one would expect of a thermoplastic. On the other hand, the fabrication methods used with PTFE can have a very large influence on the properties, particularly if unsatisfactory processing allows a particulate structure to persist into the fabricated article. PTFE is used only infrequently in tension so that it is appropriate to make measurements on samples in compression. The properties of design interest will be considered in some detail.
The following information is the result of work done on behalf of AG Fluoropolymers. A complete picture of the behaviour of PTFE has not yet been obtained, and in particular, work on effects of temperature is not complete. Nevertheless, enough data are now available to provide some basic information. The data given are for Fluon® G163 preformed at a pressure of about 16 MN/m2 (160 kgf/cm2; 1 tonf/in2), and sintered at 380°C (716°F).
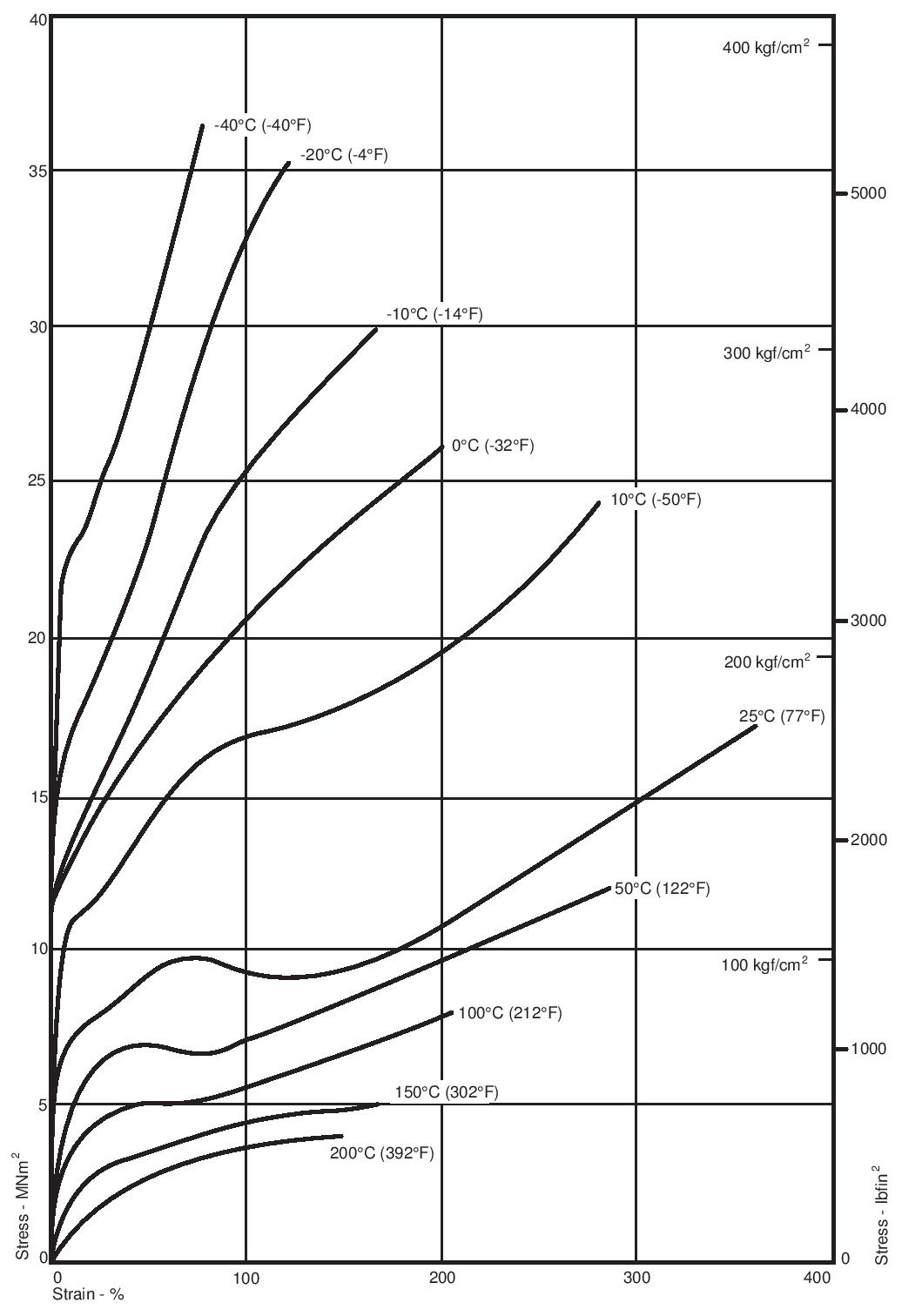
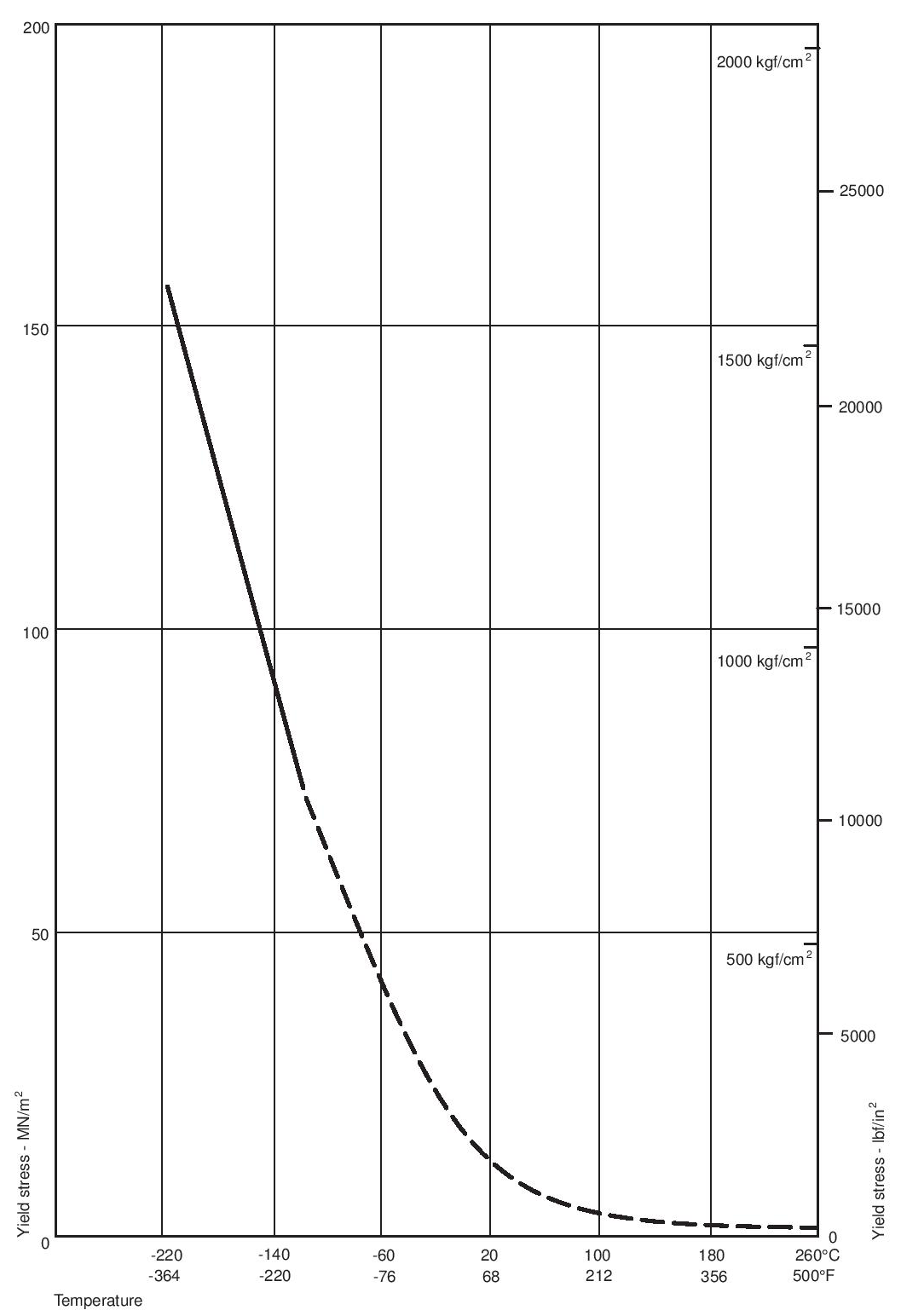
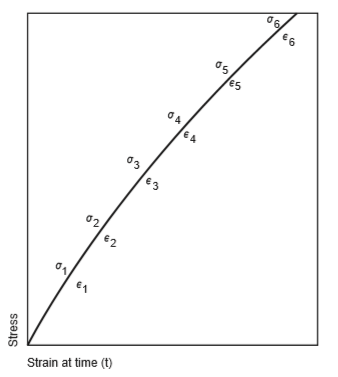
The tensile breaking stress and breaking strain are used extensively for quality control purposes, but they are unsatisfactory quantities for design purposes for two reasons: firstly, and most importantly, PTFE should never be used at strains beyond the yield point (the point at which the load-deformation curve has a distinct change of slope) and secondly, the point of fracture is dependent on specimen shape and is therefore not useful for predicting behaviour in practice. The tensile load-extension curves obtained with specimens of PTFE depend on crystallinity, molecular weight, the size, shape and perhaps the structure of the original particles and the severity of faults remaining after fabrication. Furthermore they depend, as is usual with thermoplastics, on test temperature and straining rate. Because of these complications the data here can only be indicative of general behaviour. Figure 16 shows the general trends of behaviour in tension for PTFE as a function of temperature. These are typical curves from which the yield stress can be derived, though less precisely than is possible for most other plastics materials. The effect of temperature on the yield stress of PTFE is shown in Figure 17, which is for times to yield of approximately one minute. If the material is to be under load for any considerable length of time it should not be stressed beyond a small fraction of the yield stresses shown in Figure 17.
The behaviour of plastics under impact conditions depends both on temperature and on the severity of the applied stress, as well as on molecular parameters such as molecular weight and fabrication effects. PTFE is no exception to these generalisations and with the wide variation in fabrication procedures available for this polymer it is impossible to give other than general data. Unnotched specimens of PTFE are resistant to fracture on impact; even at temperatures as low as -196°C (320°F) well-fabricated specimens are tough. A test for judging the quality of a sample from this point of view is to measure the flexural strength of specimens which have been immersed for 15 minutes in liquid nitrogen and then tested within a few seconds of removal. In this liquid nitrogen dip test which was carried out with three point loading, a span of 38mm (1.5 inches), a thickness of 3.2mm (0.125 inch) and a rate of test of 457mm / min (18 inches / min) good specimens of PTFE do not break at the maximum load, the apparent yield stress of such a specimen being approximately 185 MN/m2 (1900 kgf / cm2; 27 000 lbf / in2). However, less well-fabricated specimens may be brittle with flexural strengths of approximately 135 MN/m2 (1400 kgf / cm2; 20 000 lbf / in2) in this test. The behaviour of notched specimens typifies the reaction of PTFE components with built-in stress concentration regions. This is shown by measurements of the Charpy impact strength: the test was carried out with three-point loading and an impact velocity of 2.44m / second (8 ft / second) at temperatures between -35 and +23°C (-31 and +73°F). One sample was cooled slowly at 25°C / hour (45°F / hour) and another cooled from the sintering temperature of 380°C (716°F) to 20°C (68°F) in two hours. The notch tip radius of the specimens was varied between 0.25mm (0.01 inch) and 2.03mm (0.08 inch), spans of 25mm (1 inch) and 38mm (1.5 inch) were used and the notch depth was held constant at 2.82mm (0.110 inch). There was no consistent difference between the impact strengths of the samples cooled at different rates. At temperatures of -20°C (-4°F) and below all notched specimens broke completely, [impact strength in the range 6 to 10 kgf / cm2 (3 to 5 ft Ibf / in2), with an 0.25mm (0.010 inch) notch], whilst at -10°C (+14°F) and above many specimens did not break completely - that is to say ‘hinge’ breaks occurred.